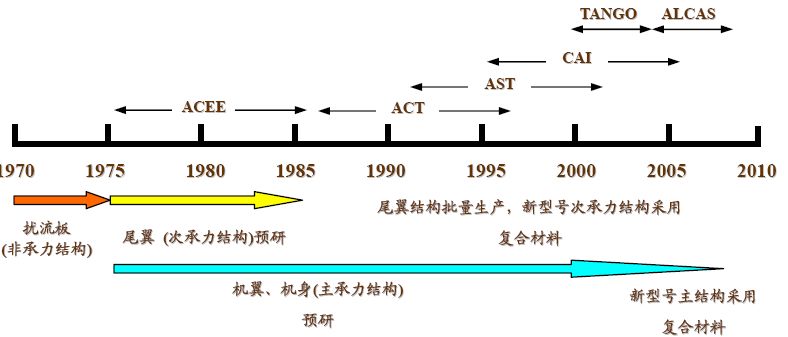
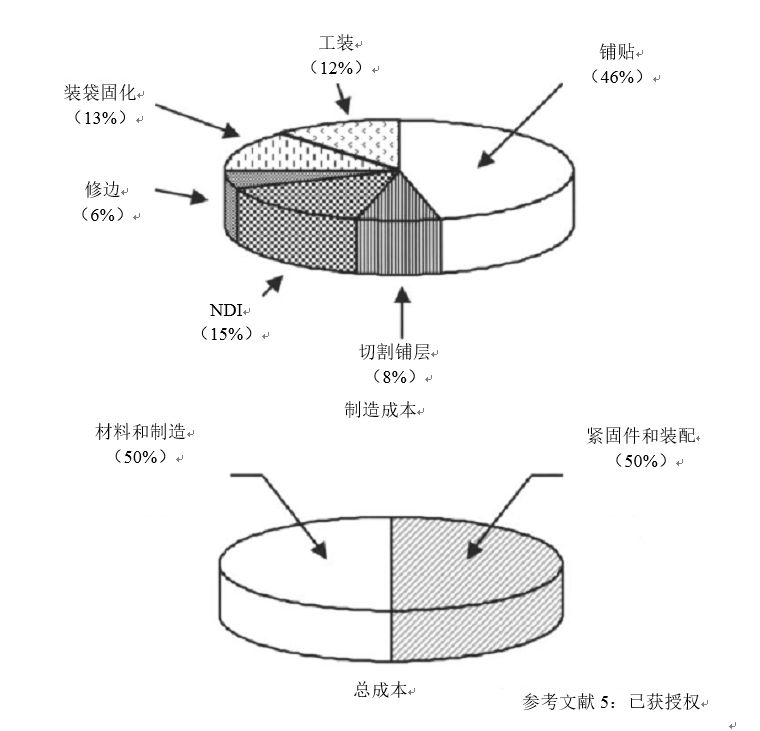
【新材料●新能源●低碳环保】 2018 第九期 再论国产碳纤维产业化之路;从“芯片之痛”联想到钱云宝的“全产业链”——国产碳纤维产业化之路的思考【新材料●新能源●低碳环保】 2018 第九期 再论国产碳纤维产业化之路;从“芯片之痛”联想到钱云宝的“全产业链”——国产碳纤维产业化之路的思考 2018-05-07 张江发展战略研究院 采编 | Paul 微信 ID | rdryaobd 微信| (ID: 业界风云 再论国产碳纤维产业化之路 来源:碳纤维研习社| 碳纤维因其高性能和高售价并存,一直是业界的心中之痛,它就像阳春白雪,高高奉上,但和者寥寥。碳纤维企业关注碳纤维的价格,但下游用户关心的则是其复合材料制件的价格,碳纤维企业心痛高成本的碳纤维卖了白菜价,而下游用户并不在乎碳纤维多贵,只关心我买的碳纤维产品合不合算。因此有必要回顾民机复合材料结构从零到目前占结构重量50%以上,超过铝成为飞机最主要的结构材料所走过的路,也许可供碳纤维从业者参考。 上世纪70年代的石油危机引发了航空业的危机,为了降低燃油消耗,结构轻量化是民机生产商的首选,飞机结构在结构设计方面也已竭尽了最大的努力,也已使用比重最小的金属材料——铝,作为唯一的出路,民机生产商把眼光瞄向了比重更小的碳纤维。出于性能优先的考虑,军机结构已大量使用碳纤维复合材料,但高昂的成本成了民机厂商使用碳纤维最大的拦路虎。在此背景下美国政府赞助航空公司(波音、道格拉斯(后为麦道)和洛克希德)启动了持续数十年民机使用碳纤维复合材料应用的国家计划,同样欧洲也启动了类似的计划(TANGO),这些计划重点并不是降低碳纤维生产成本,而是复合材料结构的低成本设计、制造工艺和维护技术。值得关注的是所有这些计划的核心是三个词:信心(安全)、技术、成本,特别是CAI计划的关键词就是“买得起的复合材料(affordability)”。ACEE计划最初启动时的目标是飞机主结构机翼和机身使用碳纤维复合材料,实际执行时发现十年计划只实现了尾翼复合材料结构的使用,在成本可为用户接受的技术支持下,所有大飞机的均使用复合材料尾翼结构(占结构重量约10%),使东丽公司实现千吨级的供应;此后又经过近30年的努力才使机翼机身使用复合材料的成本为用户接受,其标志是波音787复合材料结构占机体结构的重量50%,A350占52%,从而实现东丽与赫氏实现万吨级碳纤维供应,两家公司的碳纤维实现稳定性盈利。今天波音仍在试图进一步降低成本,把液体成型工艺进一步用于主结构和使用性能略低但成本也更低的大丝束(24k)碳纤维或其他来源的碳纤维。图1是几个主要的研究计划和取得的成果。 可以发现在民机复合材料结构实现产业化应用过程中,碳纤维的价格并没有多少变化,应用T800后,价格其实更贵了,但并没有影响碳纤维复合材料价格的降低,使用几乎全碳纤维复合材料机体结构的波音787实现销售1000多架,并逼迫空客公司研发使用更多复合材料结构的A350(从开始的40%增加到46%,直至必须超过波音达到52%)。波音公司的复合材料专家给出了飞机复合材料制品成本的构成(见图2),其实材料在其中只占8-20%,工艺制造和装配占了80%以上。如果从用户最关心的全寿命成本(采购成本+使用成本+维护成本)来看,材料成本占比更少。Zoltek公司的专家也给出了相同的结论,认为在汽车复合材料制件中材料成本只占20%。现在专家和大佬们只讨论如何降低碳纤维成本,当然在工业领域应用中碳纤维成本需要大幅度降低,碳纤维企业关注低成本碳纤维无可非议,但这并不能从根本上解决产业化的问题,如果不下大功夫解决复合材料制品成本问题是没有意义的。 1996年由美国科学院和工程院下属的先进民用飞机新材料专业委员会编制的《下一代民用运输机用的新材料》中指出:“虽然复合材料的市场销量增长缓慢往往归因为原材料的高成本,但材料成本实际上仅占复合材料构件总成本的8%~10%。事实上工艺制造成本是总成本中最高的单项成本。过去性能因素推动着复合材料在航空航天中的应用研究,但近年来成本则起到了更大的作用。这样,开发下一代民用运输机工艺的一个基本准则是低成本制造的可能性。委员会相信,在可预见的将来,发展趋势是不断开发低成本的制造工艺。”
图1
图2 当然复合材料制品中碳纤维成本的占比取决于碳纤维复合材料产品,并不是所有的复合材料制品都像航空复合材料产品的占比,在前面一片文章中已经指出,民机应用在我国近期内不可能有万吨的需求,不需要众多碳纤维企业的参与,所以本文要讨论的国产碳纤维产业化之路上,所有的碳纤维企业必须考虑的重点是大量使用碳纤维的下一个工业领域。记得钱云宝先生对营销人员经常教导的:“要记得两个可替代性,即碳纤维的可替代性和成本的可替代性。”要清楚地回答:用户为什么要用碳纤维;用碳纤维为用户带来什么好处。因此要回答这个问题必须清楚地知道碳纤维与其他材料相比的优势是什么。 碳纤维复合材料相比传统材料最大的优势是其在具有所需强度的前提下具有最高的比模量(弹性模量与密度之比)(如表1所示),而不是大家所说的比强度高。其实结构设计师都清楚,首先是用材料的弹性模量进行结构设计,在满足结构变形要求的前提下确定设计方案,然后进行强度校核,对薄弱环节局部补强,结构减重首先选用弹性模量最高的材料,这就是碳纤维分代的依据,所以T300(模量230GPa)是第一代,T800(模量294GPa)是第二代,T1100(模量324GPa)是第三代,T700和T1000的高强度只是T300和T800采用低成本干喷湿纺工艺的产物,并不是根据用户的需求研发的新品种,在多数情况下碳纤维的强度是有富裕的。正因为碳纤维的这一优势成了结构轻量化最青睐的材料,因此碳纤维的应用对象主要是既有变形的约束,同时需要减重的结构,二者缺一不可。因此碳纤维应用的下一工业领域一定是有迫切轻量化需求的交通运输车辆结构。
碳纤维的复合材料的另一优势是可设计性和适用于结构整体化成型,前者可按其受力方向发挥其模量高的特性(各向同性材料无法实现),同时可通过材料设计(与不同树脂及其他成分组合)实现结构-功能一体化,同样的材料重量可同时实现结构性能和所需的功能(减振降噪等);后者可大大减少结构件的装配成本(减少紧固件和装配工作量)。综上所述,碳纤维复合材料的应用对象除上述的同时具有变形与减重要求的结构外,还应是那些原金属结构件成本中材料成本占比较小的结构,这样才有可能通过降低制造成本来容忍较高的材料成本。 碳纤维的优势还包括其具有优越的抗疲劳和抗腐蚀性,对那些饱受疲劳与腐蚀威海带来高昂维护成本与更换率高的结构件,材料成本高也是可接受的选项。 当前已获得大量应用的领域(除航空应用外),如体育休闲、风电叶片、建筑补强、压力容器等,其复合材料产品的设计与工艺基本定型(设计与工艺主动权基本上掌握在国外厂家手中),材料与制造成本的分配基本固化,国产碳纤维是否被用户接受只能依靠国产碳纤维的性能与国外相当和降低生产成本,别无他路。但面对尚未充分开发的交通运输车辆应用,目前的现状是交通运输车辆领域的用户对复合材料不熟悉,缺乏动力和技术支持,进展迟缓,如果国产碳纤维企业无所作为,只醉心于对碳纤维制造工艺的改进和降成本,一种可能是迟迟无法实现复合材料结构的产业化生产,则国产碳纤维产业化也迟迟无法实现;另一种可能是由国外首先实现产业化,国产碳纤维仍然会像目前已大量应用碳纤维的工业领域一样,再一次只能进行价格竞争。 CMH-17-3G《复合材料手册》中指出:“并行工程,由设计师、应力分析、材料和工艺、制造、质量控制、后勤保障工程师(可靠性、维护性和生存性)以及成本估算师组成的团队联合、并行地研制新产品或新系统,现已成为公认的设计方法。”碳纤维复合材料结构开发特点和国内下游工业领域用户的现状逼迫国产碳纤维在开发碳纤维应用新领域方面必须有所作为。基于目前在碳纤维原材料与制造工艺很难突破的现状,国产碳纤维产业化之路只能由国产碳纤维企业与下游用户通过在设计和制造工艺方面的创新(甚至革命性突破),研发出该领域的低成本复合材料制品,进而实现批量化生产,才能实现国产碳纤维的产业化。这条路必须依靠碳纤维的全产业链,这不是钱云宝个人的痴心妄想,也不是唐吉坷德式的笑谈,而是破解国产碳纤维产业化的一种无奈之举。当然钱云宝已经走了,可能这将是前无古人后无来者的一种尝试。但希望国家和有影响力的专家正视这一现实,在实现国产碳纤维产业化路上,提出破解的良策。 从“芯片之痛”联想到钱云宝的“全产业链”——国产碳纤维产业化之路的思考 来源:新材料在线| 作者:江苏恒神股份有限公司 沈真 最近网上充满了对“芯片之痛”的评论,当然“芯片”之痛主要是电子行业遇到的问题,但类似的核心技术还有很多,芯片的禁令只是提醒人们,不要把它作为个例,也不是只有军品可以成为禁运的对象,即使民用的核心技术照样可以不遵守市场经济的规矩和不用国际贸易法则来解决。因为中国是个正在崛起的大国,在经济发展过程中必然会与美国发生利益冲突,不要总是用意识形态说事(就像有些人在网上说的),在关系到两国利益的时候,这样的禁令随时都会发生,即使中企中距中规也可以找出惩罚你的理由。 碳纤维是从“芯片”事件出来后网上议论纷纷的国家另一关键核心材料,因此如何实现碳纤维国产化(包括军用和民用)也是大家议论的重点。 本人在碳纤维应用领域耕耘了近40年,在碳纤维企业从事国产碳纤维工业领域应用也已有7年,下面想结合东丽碳纤维产业化之路来谈谈对国产碳纤维产业化之路的一些体会。 碳纤维在军事装备方面的应用举世皆知,同样碳纤维及其在工业领域(包括民航飞机、轨交和汽车等)的潜在应用也一定会是关键的核心技术,未来上万吨的用量不是痴人做梦,当然在国内将是10-20年以后的事,但在此期间国内碳纤维企业如何作为非常关键?如果无所作为,上万吨的应用将是国外碳纤维厂商的天下,类似的“芯片”之痛将会重现;如果为得到这一市场,国内碳纤维企业将如何度过至少10年的煎熬? 碳纤维的产业化之路的艰难和漫长也是所有类似核心技术实现产业化的共同问题,国家可以为两弹一星及大飞机投入上千亿,但如何制定针对核心技术实现产业化过程所需巨量投入的相应政策需要有识之士共献良策。 关于碳纤维的产业化离不开对国际上碳纤维霸主东丽产业化之路的了解。 东丽的碳纤维之路起步于1970年,东丽实现碳纤维量产(十吨级)起步于开发出了钓鱼竿和高尔夫球杆的批量生产, 1975年实现碳纤维在波音737次承力结构的应用则推动了东丽千吨级的量产,上世纪90年代起波音787机体结构50%重量使用碳纤维则推动东丽万吨级的量产,同时真正实现了由长期亏损到稳定盈利的转变,面对汽车领域轻量化的需求东丽更是通过收购Zoltek的举动朝着10万吨级的目标挺进。东丽的产业化之路始终与波音公司紧密捆绑在一起,碳纤维的发展离不开波音飞机复合材料结构的批量化生产。在此前几十年东丽的发展过程看出,所谓的第一代碳纤维T300的指标是适应波音的需求提出和实现的,第二代碳纤维T800的指标是波音提出由东丽实现的,第三代T1100的指标也是由波音提出,由东丽实现的。大家在网上纷纷称赞的T1000,东丽于1986年就已研发,但至今很少有人应用,这说明材料部门脱离应用开发的产品并没有产业化前景。还需要关注的是东丽不仅开发出满足工业部门需求的碳纤维,同时也开发出了适用于波音次承力构件用的环氧树脂5208和适用于波音主承力构件的增韧环氧树脂3901和相应的预浸料,同时东丽公司有数百名技术人员常驻波音公司,配合波音公司实现碳纤维的应用,协助波音开发出了制造飞机碳纤维复合材料部件的设计方法和生产工艺。从东丽碳纤维的产业化之路可以发现: 1上世纪70年代东丽的T300性能不如目前的国产碳纤维,但即使如此用它制造的飞机部件照样安全使用了几十年,而目前东丽T300优于目前国产同类碳纤维的原因是通过长期的使用和生产中,不断改进性能和不断降低成本的结果。 2 东丽能实现碳纤维产业化,不仅是根据下游客户波音的需求开发出所需性能的碳纤维,同时还提供性能与之匹配的(包括成本和工艺性)的树脂及其预浸料,并在波音长期驻有几百名技术人员协同波音攻关,开发出用其制造部件适用的工艺,实现满足使用要求的复合材料制件的批量生产,从而通过大批量供应预浸料获得丰厚的利润。 3 东丽从开始碳纤维生产到实现稳定的盈利历经30多年,也就意味着作为东丽公司(碳纤维只是东丽集团的一小部分)的董事长有足够的承受长期亏损的财力和承受外界(包括董事会成员)压力的能力。 4东丽碳纤维的产业化之路(或稳定的盈利)是伴随着波音民机复合材料结构(机体结构重量的50%)的批量生产同时实现的 东丽碳纤维的产业化之路给了我们很重要的启示:即国产碳纤维产业化一定是伴随着工业领域复合材料制品的批量生产同时实现的。 国产碳纤维起步与东丽基本同步,一直没有注重相应产品的开发,故长期停留在少量惨谈经营的状态。上世纪70年代-80年代初,国产军机即已开始在军机上应用碳纤维复合材料,也只是试用一下,我国第一个飞机结构零件——强5进气道壁板(1977年12月28日)试飞成功,并在此基础上开始研发军机复合材料垂尾。期间由于东丽的T300-3k碳纤维始终可以很容易从非正常渠道获得(虽然对中国实行碳纤维禁运的“巴统”协议一直存在),国产碳纤维始终无人问津,所有的军机复合材料部件都均使用东丽的T300碳纤维,直至本世纪初,非正常渠道进口的T300突然从市场上“失踪”了,T300-3k市场价格飞涨至8000元/kg仍有价无市(可能与当时的国际形势有关),直接威胁到我国的武器装备生产。 在此背景下,我们才开始意识到碳纤维国产化的重要性,开始了一轮碳纤维国产化的高潮,在此轮碳纤维国产化热潮中国内涌现了几十家碳纤维企业,但突破碳纤维技术的长期耗资的属性,只有少数几家民企(都经历了大约10年的长期投入和亏损)脱颖而出,实现了军用装备碳纤维供应国产化。但此轮国产化只是解决了军用碳纤维的国产化,虽有个别碳纤维企业能依靠少量军品的高价销售实现盈利得以良性运行,但并没有真正解决整个国产碳纤维行业产业化的问题(军用碳纤维用量仅百吨级),与实现稳定盈利长期生存的目标相距甚远。 因此仍必须探讨国产碳纤维的产业化之路,而东丽的产业化之路应是值得借鉴的模式,但与此同时必须意识到国产碳纤维企业与东丽所处环境的差异: 1.东丽在1970年代与当时其他碳纤维企业处于同样的水平,而国内碳纤维企业目前面临着东丽、赫氏、东邦、三菱等羽翼丰满实力强劲的对手。不像当时波音,是从技术实力相差不大的供应商中选取最优,而目前下游用户可以首选实力强大的国外供应商,下游工业碳纤维复合材料制品的产业化可以通过使用国外优质碳纤维来实现,在此背景下国产碳纤维企业必须意识到市场经济的规律。 2.国内碳纤维产业化之路与东丽面对的产业领域不同,东丽面对的是对轻量化有迫切需求的波音飞机结构,其对成本容忍度较高,有军机复合材料结构的研究基础,同时波音系列有多种型号,均已实现批量生产,特别是波音787的结构重量50%使用碳纤维复合材料,目前碳纤维年需求量可达万吨。国产碳纤维面对的国产大飞机主要是C919和CR929两个型号,批产尚待时日,且用量有限,即使10年后也仅千吨量级,个别企业可以此为目标,但不应是国产碳纤维期待的巨大市场。因此国产碳纤维产业化必须选择其他工业领域。 目前国内已获大量应用的其他工业领域主要是体育休闲、建筑补强领域,风电叶片和压力容器是增长较快的另外两个产业,前者已经基本饱和,后者的原材料和技术基本定型,国产碳纤维进入这些行业基本上只能与国外碳纤维企业打价格战,除非国产碳纤维在碳纤维生产技术方面有革命性突破,做到性能与价格优于国外碳纤维,才可能占领市场,而这不符合国产碳纤维的现状,也不利于国产碳纤维企业的生存。因此碳纤维复合材料实现国产碳纤维产业化必须另辟蹊径,选取尚未大量使用碳纤维,而又有可能大量使用的新的工业领域。根据中国制造2025的需求,其中最为看好的领域应当是交通运输车辆的应用,包括轨交、汽车。这些行业与民机不同,民机客户通常具有军机的基础,而这些行业对碳纤维复合材料的认识基本上为零。同时对轻量化必须使用碳纤维的迫切性远不如民机,民机是在大量使用最轻的铝的基础上讨论轻量化,而这些行业是在使用钢材的基础上讨论轻量化,除碳纤维之外有很多其他的选择。所以在借鉴东丽模式的同时要意识到国产碳纤维企业必须向下游用户提供更多全方位的技术支持,并鉴于这些领域对成本的可接受性必须对现有的复合材料技术基础进行革命性的创新。 在这样的背景下,国产碳纤维企业的出路在哪里?钱云宝先生在创建恒神公司时的“全产业链碳纤维企业”理念值得碳纤维同行借鉴,即恒神公司不仅是碳纤维生产企业,而且更是提供从碳纤维(包括织物)—中间产品(树脂和预浸料)—复合材料产品开发技术服务(包括设计分析、成型工艺与制造)一条龙服务的全产业链碳纤维企业。这样做的好处是在客户有需求但没有能力的前提下,使用本企业生产的性能略差的碳纤维来提供符合用户需求的预浸料原料,最终通过自主的设计和工艺来开发出满足用户要求可以实现批生产的复合材料产品,一旦实现复合材料制品批量化生产,可以保证本企业生产的碳纤维大量销售,在为用户实现复合材料制品产业化的同时实现本企业生产碳纤维的大规模生产和销售,同时使得本企业的碳纤维品质在生产和使用过程中不断提升。 对此恒神公司的10年实践已初步见证了这一理念的正确性,最好的例证是恒神公司与长客共同研发的国际上首个19米长全碳纤维复合材料地铁车厢。当然钱云宝的理念曾被当做唐吉坷德式的笑谈,确实它比单纯只生产碳纤维耗资要多,耗时要长,难度增加不是一点点,但确实已看到了成功的曙光,可惜钱云宝英年早逝,没有看到恒神梦的实现,但他的尝试是后人可以借鉴的宝贵财富。 恒神全产业链的理念很难复制,他毕竟只是凭借一己之力,去做国家和整个行业要做的事,只有像钱云宝这样个别人可以去做,但他的这种理念应该可以通过其他形式发扬光大,可喜的是从碳纤维界发布的各种各样信息的披露中这一理念已被越来越多的企业家接受。 总之国产碳纤维的产业化之路有下列两点值得关注: 1.不论是哪种形式,国产碳纤维企业必须具有全产业链,资金雄厚,可以以全产业链碳纤维企业与下游用户结盟的形式实现产业化,或者由下游用户牵头组成包括碳纤维、树脂、预浸料、设计分析、复合材料制件生产、生产设备等企业共同组成的紧密合作实现共赢的全产业链企业群,在实现某个工业领域复合材料产品(部件或工业产品)批量化生产的同时实现国产碳纤维产业化,使得碳纤维企业实现稳定性长期盈利。 2.必须意识到实现国产碳纤维产业化一定是需要经历至少10年漫长而耗费巨资长期亏损的事业,这只有具有长远眼光财力雄厚的企业集团才可能胜任。 技术洞察 关于张江发展战略研究院 上海张江发展战略研究院是张江国家自主创新示范区的智库和智囊。主要承担了5项工作: 1 2 3 4 5
|